円筒絞り成形に於いて、円筒の直径dに対する素板直径Dの比D/dを絞り比、その逆数d/Dを絞り率という。ここで絞りを何回も繰り返す再絞りに於いては第一絞り比がD/d1であったとき、これを第2絞りを行って直径がd2になればこの時の絞り比はd1/d2と定義し、これを再絞り比という。
ここで1回の絞りで破断を起こさないで円筒を絞ることのできる最大の素板直径をDmaxとしたときDmax/dを限界絞り比、あるいはLDR(
Limiting Drawing Ratio )と言い、素材の絞り性の指標としている。特殊な条件でない限り通常の金属薄板材料の限界絞り比はおよそ2の近辺の値を取る。
板厚とダイ肩半径が一定の状態で考えると、素板直径のが大きくなるほどLDRが小さくなる。その原因はDが大きいほど相対的に板厚が減少することになり、フランジしわが発生しやすくなるので、しわ押さえ圧が大きくなるためと考えられる。板厚tと(ダイ半径)/Dが一定でDを変えるとLDRが最大になる個所がある。
Dが小さいと相対的に板厚が大きくなり、曲げ抵抗が増加してLDRが減少する。逆にDが大きいと、相対的な板厚が小さくなり、LDRが低下する。また板厚が変化する場合もLDRが最大になる板厚がある。
限界絞り比は製品寸法を同じにした場合、素板の板厚が薄いほど小さくなる。この原因としては素板の板厚が薄くなるとしわ抑え圧が大きくなり、フランジ部分の半径方向応力に占める摩擦力の比率が大きくなるためと考えられる。したがって素板の板厚が薄い場合、素板と工具間の、摩擦力を小さくすることが効果的である。
図1 円筒絞りの素板と製品の寸法関係
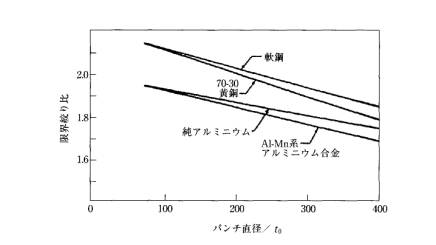
図2 パンチ直径―板厚比と限界絞り比の関係2)
2) American Society of Materials, Workability Testing
Techniques, Dieter G.E.(1984),162
図2 限界絞り比とパンチ直径/板厚比の関係
中村和彦、桑原利彦 プレス絞り加工 p27 日刊工業新聞社 |