|
良質な鋳造品を得ることを目的として、高温で流動性のある溶湯を鋳型のなかに万遍なく行渡らせ、鋳型内部で凝固・収縮していく過程で欠陥を生じさせることなく、目的とする製品を完成させるために鋳造に関わる各要素の企画・設計を行うことを言う。その一連の流れを図1に示す。
図1において「鋳造姿勢の選択」は鋳型の設計に関わり、鋳型の天地、型割面の設計などが対象になる。「凝固条件の選定」は溶湯が鋳型内で凝固・収縮していく過程の見きわめと、収縮個所への溶湯の補給を行う押湯設計に関わる。「湯口系の設定」は溶湯を鋳型のなかに行渡らせるための溶湯の流路(
湯口・湯道 )設計に関わる。「健全性の評価」は溶湯の注入、凝固・収縮の過程の中で鋳型内で欠陥の発生する個所の有無を計算機シミュレションによって予測し、設計した方案が健全なものかどうかを評価する。この鋳造方案に従って一つの製品を完成させるために注ぎ込まれた湯の全重量を鋳込み重量と呼ぶ。以下、湯口・湯道系と押湯系について述べる。
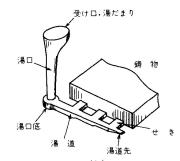
1)湯口・湯道系 湯口系とは鋳型に溶湯を注ぐための流路の全てを指し、湯口、湯道、堰などから成り立っている。その構成の概略を図2に示す。まず溶湯は受け口から注がれるがその形状は注ぎやすいように漏斗状をしている。ここには滓と一緒に一気に湯が流れ込まないように湯溜りが設けられている。受け口は湯口につながり、湯口と堰との間を湯道が結んでいる。堰とは鋳型に入る直前の部分を言っている。ここで湯口断面積:湯道総断面積:堰総断面積=S:R:Gを湯口比と言い、湯口系を決定する重要な因子となっている。このような部分からなる湯口系の設計が悪いと、溶湯が鋳型内の空間を完全に満たす前に凝固したり、鋳型内の空気が溶湯と反応してガス欠陥を生じるなど様々な欠陥を発生する。
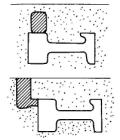
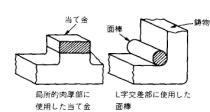
2)押湯系 鋳型のなかの溶湯は凝固・収縮によって鋳型の内部空間の容積よりも小さくなり、「ひけ」が発生する。特に肉厚の大きいところに起こりやすい。そこで溶湯を補給して最後に凝固させることによりこの欠陥を避けるための湯溜りを設ける(図2)。これを押湯という。押湯が効果を発揮する範囲は限定されるので、その位置や数を凝固条件を考えて設計する。また肉厚の大きいところでは冷却速度が不均一になって「ひけ巣」が発生する。これを防ぐために熱伝導率の大きい金属棒、あるいは黒鉛などを鋳物表面に当てたり差し込んだりする。これを「冷し金」という(図3)。
|
|
|
|
|
図2 湯口系の名称2) |
図2 押湯の例2) |
図3 冷し金の例2) |
1)日本鋳造工学会編、鋳造工学便覧、p32、丸善 (H14)
2)大中逸雄、コンピュータ伝熱、凝固解析入門、 p229、259、丸善(昭60)
|