溶極式のガスシールドアーク溶接の一種で、シールドガスに酸化性ガスを用いるものをマグ溶接と呼ぶ。マグ溶接で消耗フラックス入りワイヤを用いるとフフラックス入りワイヤ溶接(FCAW)と呼ぶ。一方、シールドにイナートガスを用いるものはミグ溶接と呼ぶ。シールドガスにより、アークおよび溶融金属を空気より遮断保護する。
マグ溶接/ミグ溶接の部
(区分記号:M/ガスシールドアーク溶接法)
M-1)原理と装置構成
マグ溶接(ソリッドワイヤ使用)
| マグ溶接の原理を図1に示す。シールドガス組成は、CO2(炭酸ガス)、Ar+CO2(アルゴン+炭酸ガス)、Ar+He+O2(アルゴン+ヘリウム+酸素)が用いられる。 |
|
FCAW溶接(マグ溶接フラックス入りワイヤ使用)
| フラックス入りワイヤを用いたマグ溶接の原理を図2に示す。シールドガスにCO2ガスを用い、フラックス入りワイヤを使用する。 |
|
ミグ溶接
| ミグ溶接の原理を図3に示す。シールドガスに不活性ガス(Ar)を用る。ただし100%の不活性シールドガスとソリッドワイヤの組合せではアークガ不安定となる。そこで、アークの安定させるため酸素を2%混合して溶接することが一般に行われている。 |
|
マグ・ミグ溶接(半自動溶接)の装置構成
| マグ、ミグ溶接の装置は図4に示すように、溶接電源、ワイヤ送給装置、ガスボンベ、溶接トーチとリモコンボックスで構成されている。ワイヤは自動送給される。シールドガスとワイヤの組合せでマグ、FCAW、ミグ溶接と呼び名が異なる。 |
|
M-2)実技入門
遮光フィルタの選択(重要)
アーク光は高輝度可視光であるため、裸眼で溶融池(加工点)を見ることはできない。溶接電流に対応する適切なしゃ光フイルターを用いることで、初めて溶融池を肉眼で観察できるようになる。最適な濃度のフィルターを選択することは、良い溶接を行うことと、目を保護する上で極めて重要となる。以下に、ミグ、マグ溶接に使用するしゃ光保護具用フイルター選択の目安を記す。
<マグ溶接・ミグ溶接で溶融池の観察に適したフィルタープレート番号 (参考値)>
・溶接電流(100〜300A):番号11、12
・溶接電流(300〜500A):番号13、14
・溶接電流(300〜500A):番号13、14
溶接作業の記録例(実技練習の場合)
溶接技量を上げるために、実習時には以下の項目を記録しておくと良い。
| 記録項目例 | |
|---|---|
| ・溶接年月日 | |
| ・ワイヤ銘柄とワイヤ径 | |
| ・シールドガス組成と流量 | |
| ・溶接姿勢と継手形状 | |
| ・溶接電流・電圧とパス数 | |
| ・外観検査の結果 | |
| ・その他 | |
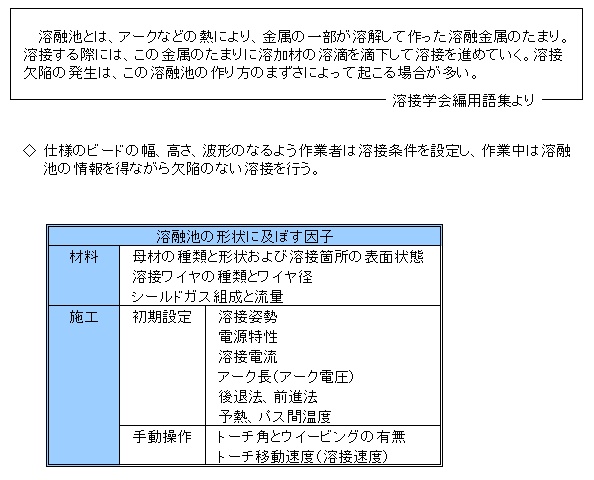
溶融池の観察のポイント(重要)
熟練溶接技能者は、安定した溶接姿勢をとり、アーク直下の溶融池状態を観察して、適切な運棒操作を行っている。以下に、それらのポイントを述べる。
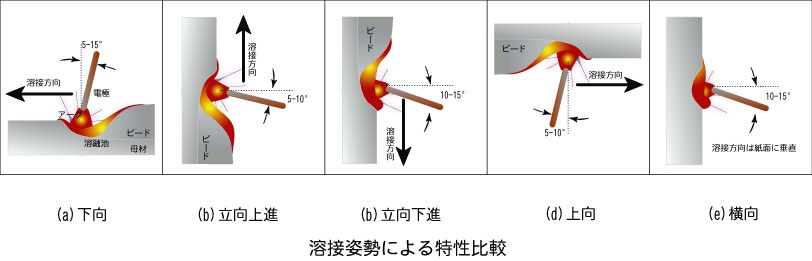
基本姿勢(下向)
| 安定した姿勢と運棒をスムーズにできる腕の位置を確保する。 |  マグ溶接・ミグ溶接の基本姿勢 |
溶融池の観察
| ガスシールド溶接の運棒は、前進法と後退法がある。 観察ポイント ・溶融池形状(幅、長さ、高さ) ・アーク中心と溶融面の位置関係 ・溶融金属の湯流状況 ・溶融池後端の溶融スラグ状況 ・溶融状態とアーク音を記録 ・スパッタ発生状況 ※溶融池とは・・・ |
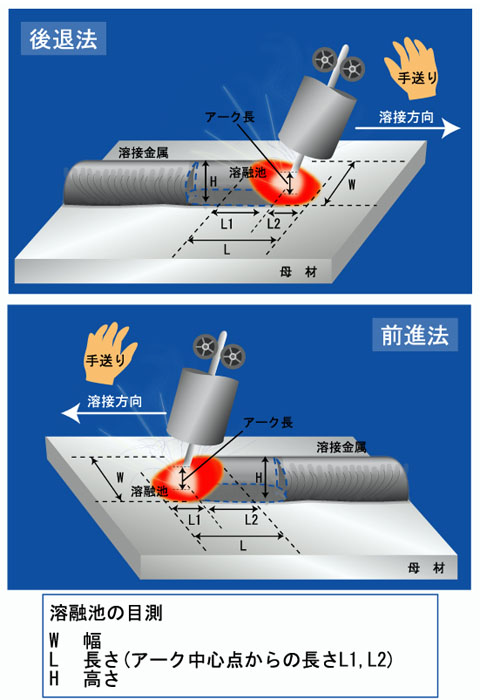 作業者から見た溶融池の形状例 (拡大) |
{kind=link}
溶融池の目測と手操作の連携動作
| 実技の基本 | マグ、ミグ溶接の運棒 |
|---|---|
| アーク長 | 溶接機側で自動制御 |
| 溶接速度 | 溶接トーチの手送り調節 |
| ビード幅調整 | ウィービングとトーチ角度 |
 |
 |
 |
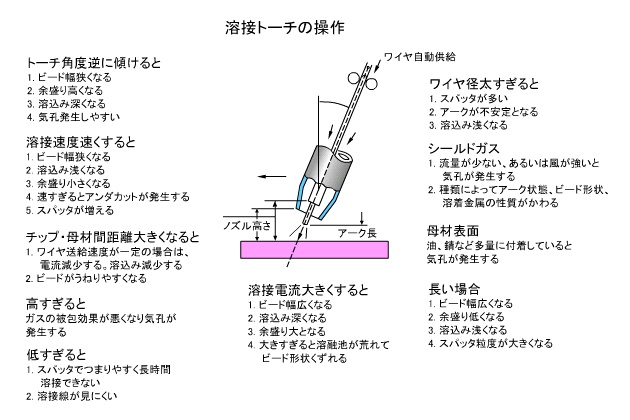
アドバイス
所定の溶融池を保つよう、作業者は溶接トーチを操作して、溶接速度及びトーチ角度を調整する。
M-3)アークの動画
以下に、炭素鋼のマグ溶接の動画を示す。溶接ソリッドワイヤの先端からアークが発生して、アーク熱で母材が溶融され、溶滴の移行によりビードが形成される状況を示している。溶融スラグはソリッドワイヤのためほとんど発生しないが、スパッタの発生が認められる。左図は斜め上からカメラで撮影し、右下方向にアークが移動している。右図は後ろ正面から撮影し、奥方向へアークが移動している。
動画撮影; 産総研四国センター
Get the Flash Player to see this player. |
Get the Flash Player to see this player. |
動画撮影; 産総研四国センター
使用した溶接材;ソリッドワイヤ(ワイヤ径 1.2mm)、 母材; 炭素鋼(板厚9mm)、 シールドガス;炭酸ガス、 自動溶接によるストリンガー運棒
M-4)ビード外観と断面マクロ
炭素鋼のマグ溶接、ステンレス鋼のFCAW溶接、ミグ溶接の事例を示す。
マグ溶接(ソリッドワイヤ使用)
| 母材 | 開先形状 | 溶接材 | 溶接電流 | 積層数 |
|---|---|---|---|---|
SM490A (G3106) (12mmt) |
 |
YGW11 (1.2mmφ) |
120〜250A |
 |
 |
 |
| 表ビード外観 | 断面マクロ写真 |
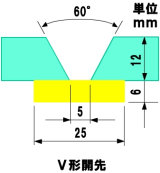
FCAW溶接(フラックス入りワイヤ)
| 母材 | 開先形状 | 溶接材 | 溶接電流 | 積層数 | シールドガス |
|---|---|---|---|---|---|
SUS304 (20mmt) |
 |
YF308C (1.2mmφ) |
200A |
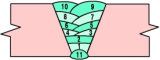 6層10パス |
CO2 トーチ 20 L/min |
 |
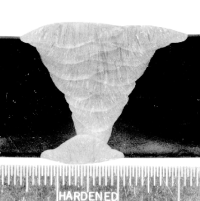 |
| 表ビード外観 | 断面マクロ写真 |
ミグ溶接(ソリッドワイヤ)
| 母材 | 開先形状 | 溶接材 | 溶接電流 | 積層数 | シールドガス |
|---|---|---|---|---|---|
SUS304 (12mmt) |
 |
Y308 (1.2mmφ) |
190〜200A |
 4層4パス |
Ar+2%O2 トーチ 20 L/min |
 |
 |
| 表ビード外観 | 断面マクロ写真 |
M-5)作業標準
材料、溶接法別の溶接手順書を以下に示す。
(パスワードが必要  )
)