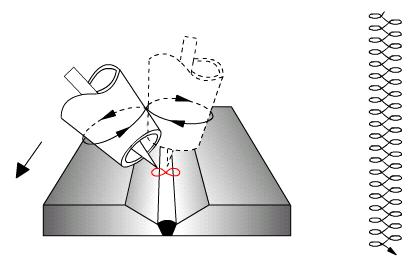
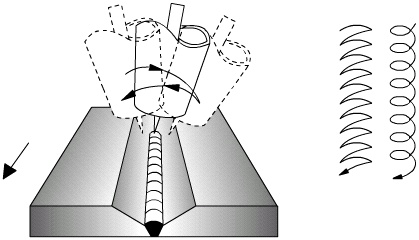
非溶極式のイナートガスアーク溶接である。電極にはタングステン又はタングステン合金を用いる。主としてシールドガスにアルゴンを用いて、アークおよび溶融金属を空気より遮断保護する。図1に原理、図2に装置構成を示す。
 |
 |
|
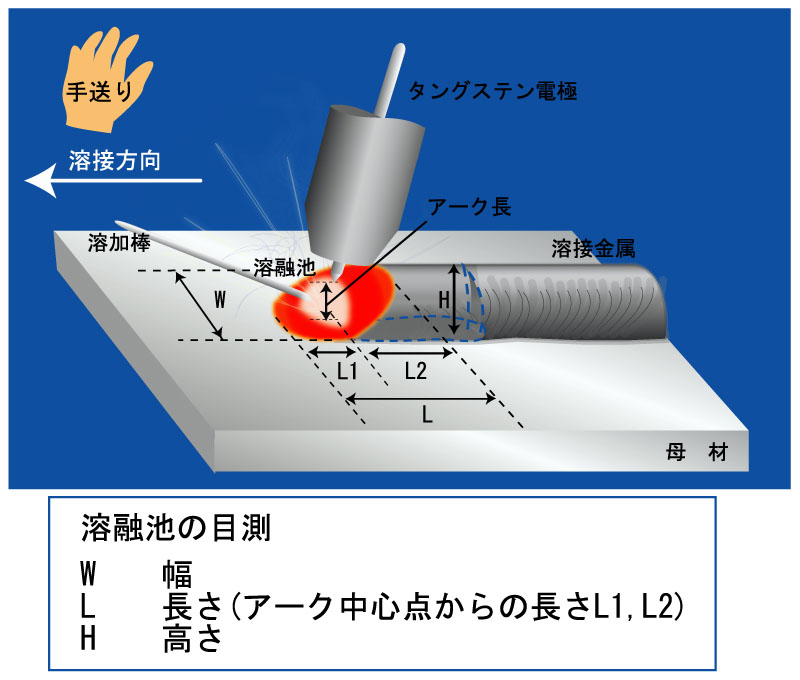
| 図1 ティグ溶接の原理 (拡大) | 図2 ティグ溶接の装置構成 |
|
ティグ溶接の部(区分記号:T)T-1)原理と装置構成非溶極式のイナートガスアーク溶接である。電極にはタングステン又はタングステン合金を用いる。主としてシールドガスにアルゴンを用いて、アークおよび溶融金属を空気より遮断保護する。図1に原理、図2に装置構成を示す。
T-2)実技入門遮光フィルタの選択(重要)アーク光は高輝度可視光であるため、裸眼で溶融池(加工点)を見ることはできない。溶接電流に対応する適切なしゃ光フイルターを用いることで、初めて溶融池を肉眼で観察できるようになる。最適な濃度のフィルターを選択することは、良い溶接を行うことと、目を保護する上で極めて重要となる。以下に、ミグ、マグ溶接に使用するしゃ光保護具用フイルター選択の目安を記す。 <ティグ溶接で溶融池の観察に適したフィルタープレート番号 (参考値)>
・溶接電流(100A 以下):番号 9、10
・溶接電流(100〜300A):番号11、12 溶接作業の記録例(実技練習の場合)溶接技量を上げるために、実習時には以下の項目を記録しておくと良い。
溶融池の観察のポイント(重要)基本姿勢(下向)
溶融池の観察
溶融池の目測と手操作の連携動作
アドバイス所定の溶融池を保つよう、作業者は両手をコントロールする。利き腕の方はトーチを操作して、アーク長、溶接速度を調整する。もう片方の手は溶加棒の手送り速度で、溶融量を調整する。 T-3)アークの動画
ティグ溶接の動画を以下に示す。ただし、
溶加ワイヤは入れていないため、余盛りは形成しない。タングステン電極(非消耗)の先端から発生したアークにより、母材が溶融され、ビードが形成される状況を示している。溶融スラグおよびスパッタの発生もない。左図は側面から撮影した動画で、左方向にアークが移動している。右図は前方から撮影した動画で、手前方向にアークが移動している。
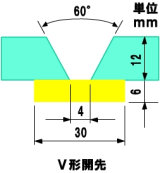
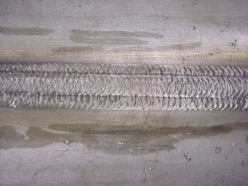
動画撮影;産総研四国センター 使用した電極;タングステン電極、溶加ワイヤなし、母材;ステンレス鋼(板厚9mm)、シールドガス:アルゴン、 自動溶接によるストリンガー運棒 T-4)ビード外観と断面マクロ
T-5)作業標準
材料、溶接法別の溶接作業標準(手順書)を以下に示す。
(パスワードが必要
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|



{kind=link}