マグ溶接(半自動溶接)/炭素鋼、中板、下向き、裏板あり
| 溶接機 : | 半自動溶接機/定格出力 300A |
| 溶材 : | YGW-11 ソリッドワイヤ 径 1.2mm |
| シールドガス : | CO2(炭酸ガス) |
| 母材 : | 炭素鋼 SS400など 板厚9mm |
|
基本級(SA-2F)取得までの実習例〜マグ溶接(半自動溶接)〜マグ溶接(半自動溶接)の実習準備マグ溶接(半自動溶接)/炭素鋼、中板、下向き、裏板あり
実習順序
1)ビードオンプレート溶接準備するもの
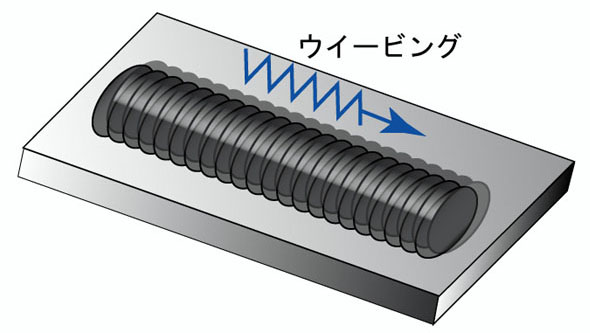
実習手順運棒の基本を平板上で下向き姿勢で練習
評価確認ポイント
2)すみ肉溶接準備するもの
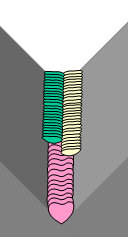
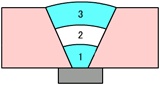
実習手順T継手を用いて、斜めに立て、V開先を作る。そこに下向き姿勢で積層の練習を行う。
評価確認ポイント
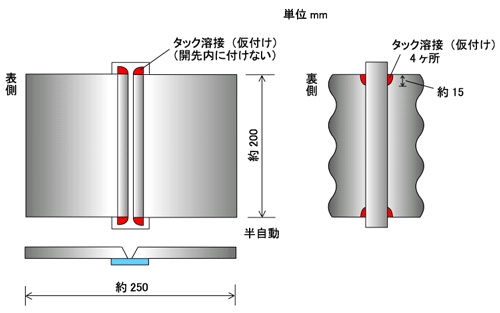
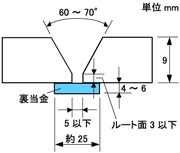
3)基本級SA-2F溶接準備するもの
実習手順
良好なビード外観を形成させるため、溶融池の形状に注目し、アーク長とウィービング゙幅とそのワイヤ先端を動かす速度などを会得すること。 視聴覚ライブラリーNo.2「炭酸ガスアーク半自動溶接」 ((社)日本溶接協会中部地区支部委員会編,産報出版(株)) より44秒抜粋 評価確認ポイント
試験結果 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|